What is Lab Twin Screw Extruder? What is theory of Lab Twin Screw Extruder?
Contents
What is Lab Twin Screw Extruder?
Lab Twin Screw Extruder DW5210 is mainly used for the research and development of polymer plastics. And it is mainly used for the research and development of universities, enterprises and research institutes. The main feature is that the diameter of screw rod is small, which greatly reduces the use of materials in the application and development.
The auxiliary machines of twin screw extruder mainly include wire releasing device, straightening device, preheating device, cooling device, traction device, meter gauge device, spark tester and wire receiving device. The purpose of the extruder is different, and the auxiliary equipment is different, such as cutter, blow-dryer, printer, etc.
At present, the development trend of the laboratory twin screw extruder in the world is towards high torque, high speed and low energy consumption, and the effect of high speed is high productivity. The split-type laboratory twin screw extruder belongs to this category, its speed can be up to 500 RPM. Therefore, it has unique advantages in processing high viscosity and heat sensitive materials.
Application field of Lab Twin Screw Extruder DW5210
Lab Twin Screw Extruder is suit for belows area.
- Glass fiber reinforced and retarded fuel granulation (e.g. PA6, PA66, PET, PBT, PP). PC reinforced flame retardant, etc.)
- High filler granulation (such as 75%CaCO filled with PE and PP)
- Granulation of heat-sensitive materials (such as PVC and XLPE cable materials)
- Concentrated masterbatch (e.g. : filled with 50% toner)
- Anti-static master grains, alloy, coloring and low filling mixed grains
- Cable material granulation (e.g. sheath material, insulation material)
- Granulation of XLPE pipe materials (such as master granules for hot water crosslinking)
- Mixing and extrusion of thermosetting plastics (such as phenolic resin, epoxy resin, powder coating)
- Hot melt adhesive and PU reactive extrusion granulation (such as EVA hot melt adhesive and polyurethane)
- K resin, SBS debranched granulation
Construction of Lab Twin Screw Extruder
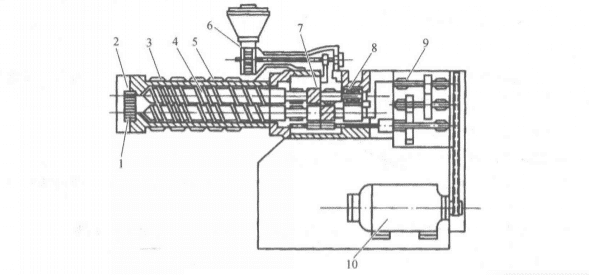
Theory of Lab Twin Screw Extruder
Structural principle
The basic mechanism of extrusion is simply a screw that rotates in a barrel and pushes the plastic forward. A screw structure is an inclined plane or ramp wrapped around a central layer to increase pressure to overcome greater resistance. For the extruder, there are three kinds of resistance to overcome when working. First, the friction force, which includes the friction between the solid particles (feed) on the cylinder wall and the friction force between the first few turns of the screw rod (feed area); Second, the cohesive force on the wall of the cylinder; The third is the internal logistics resistance of the melt when it is pushed forward.
According to Newton’s law, if an object is at rest in a certain direction, then the object is at equilibrium in that direction in a state of force equilibrium. For a rotating screw, there is no axial motion, that is, the axial force on the screw is in equilibrium. So if the screw exerts a large forward thrust on the plastic melt. Then it also exerts an equal and equal amount of thrust on another object in the same direction. Clearly, the thrust applied is applied to the thrust bearing behind the feed inlet.
Most single screws are right-handed, and if viewed from behind, they are turned in reverse. And they are spun backward out of the barrel by rotation. In some twin screw extruders, the two screw rods rotate in opposite directions and intersect with each other. So they must be right-oriented and left-oriented. For the interlocking twin screw rods, the two screw rods rotate in the same direction and thus must have the same orientation. In either case, however, the thrust bearing, which carries the backward force, still conforms to Newton’s law.
Temperature principle
Twin Screw Extruder consists of driving system, control system, frequency conversion speed Extrudable plastics are hot plastics that melt when heated and solidify again when cooled. Heat is needed during extrusion to keep the plastic at a melting temperature. So where does the heat from melting plastic come from?
First floor scale feed preheating and barrel/mould heater may play a role and very important on startup, the other motor into energy, and overcome the resistance of the viscous melt the motor rotating screw on cylinder body are produced when the friction heat, and all the plastic is the most important source of heat, of course, small system, low speed screw, high melt temperature except plastic and coating application.
In the operation, it is important to realize that the cylinder heater is not actually the main heat source, and its effect on extrusion is less than we expected. The temperature of the rear barrel is important because it affects the gear assembly or the speed of solids in the feed. Generally, in addition to being used for a specific purpose (e.g., glazing, fluid distribution, or pressure control), the die head and die temperature should be at or near the desired temperature of the melt.
Reduction principle
In most extruders, the change in screw speed is achieved by adjusting the motor speed. And the driving motor usually turns at full speed at about 1750rpm. Which is too fast for a single extruder screw. If rotating at such a fast rate, too much heat from friction can be generated. And the retention time of plastics is too short to prepare even, well-stirred melts. The typical deceleration rate should be between 10:1 and 20:1. The first stage can be used for both gears and pulley blocks, but the second stage is best for gears and positioning the screw at the center of the last big gear. For some slow-running machines (such as twin screws for UPVC). There may be three deceleration phases, with maximum speeds that may be as low as 30rpm or lower (a ratio of 60:1).
On the other hand, some long twin screws for stirring can run at 600rpm or faster. So a very low reduction rate and more deep cooling is required. If the deceleration rate is mismatched with the work, too much energy will be wasted. At this point, a pulley block may need to be added between the motor and the first deceleration phase to change the maximum speed, either by increasing or even exceeding the previous speed limit, or by lowering the maximum speed. This increases the amount of energy available, reduces the current value. And avoid motor failure, where output may increase due to the material and its cooling needs.
If you need more information about twin screw extruder theory or lab twin Screw Extruder testing procedure, please send email to [email protected].
{kind=link}



Comments are closed.
I thoroughly enjoyed reading this insightful blog post.