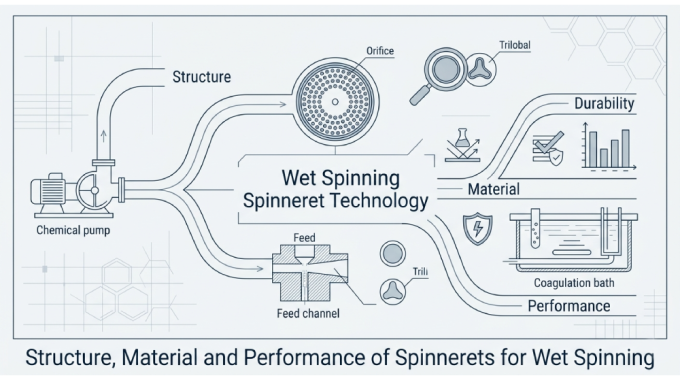
Structure and Material of Spinnerets for Wet Spinning and Their Performance
On a chemical fiber production line, the spinneret performs the most critical transformation: turning liquid into fiber. In essence, it is a precision-machined nozzle that extrudes a metered amount of spinning solution or melt through extremely fine holes. These tiny streams then pass through cooling air or a coagulation bath, where they solidify into the filament fibers we ultimately see.
To maintain stable production, a spinneret rarely works alone. It is typically assembled together with components such as distribution plates and filter media. The precision of the spinneret itself directly determines the quality of the finished filaments and is closely tied to a plant’s operating costs.
Different spinning methods require very different spinneret designs. In industry, they are generally divided into three main categories.
Melt spinning spinnerets are usually designed as circular plates, often referred to as spinneret plates. Because melt spinning processes high-temperature polymers, these plates are commonly made from heat-resistant stainless steel. Their structure is relatively simple, which makes both machining and maintenance comparatively convenient.
Wet and dry spinning spinnerets, by contrast, face far more demanding conditions. Wet spinning in particular involves complex chemical solvents, so the spinneret must offer exceptional corrosion resistance and extremely high machining precision. As a result, the manufacturing difficulty is significantly higher.
For many years, wet spinning spinnerets relied on gold-platinum alloys to ensure stability in highly corrosive environments. Although these precious metals offer excellent performance, their extremely high cost has pushed the industry to search for more economical alternatives.
Tantalum, a rare metal, has emerged as one of the main competitors to gold-platinum alloys thanks to its strong chemical stability and good machinability. It is significantly less expensive and also performs well in terms of electrical conductivity and corrosion resistance.
Despite its potential, tantalum’s relatively low hardness limits its large-scale adoption. Pure tantalum typically has a hardness of only about 100–120 HV. Under prolonged high-pressure operation, this can allow the spinneret holes to undergo slight deformation.
In real production environments, this material limitation can trigger a chain reaction. After a period of use, the frequency of spinneret hole blockage tends to increase, while filament defects and off-grade products also rise. Because these issues often lead to more frequent, unplanned spinneret replacements, many factories still remain cautious when adopting tantalum spinnerets.
Understanding these material characteristics and structural differences is fundamental to optimizing spinning processes and balancing product quality with production cost.
Contents
Structure of spinnerets for wet spinning
In wet spinning processes, the spinneret is far more than a simple metal cap. In practice, it functions as both an extremely precise filter and a forming mold. Although common external shapes include cap-type, disc-type, or corrugated designs, the precision of the microscopic holes inside ultimately determines whether stable fibers can be formed.
The choice of spinneret shape largely depends on the production objective. When producing continuous filaments, the number of holes in the spinneret is usually quite small, because each filament must remain intact and independent throughout the process. In contrast, when producing staple fibers, productivity becomes the primary concern. In these cases, large-area multi-hole spinnerets are used, often containing an astonishing number of holes, typically ranging from 20,000 to 150,000.
With such an enormous number of holes, it becomes difficult for a single structure to maintain uniform pressure distribution. For this reason, the industry commonly adopts a modular design. Multiple spinnerets are mounted on a single stainless-steel base plate, forming a spinneret assembly array. This configuration not only simplifies maintenance but also helps ensure that the spinning solution passes through each hole under consistent pressure.
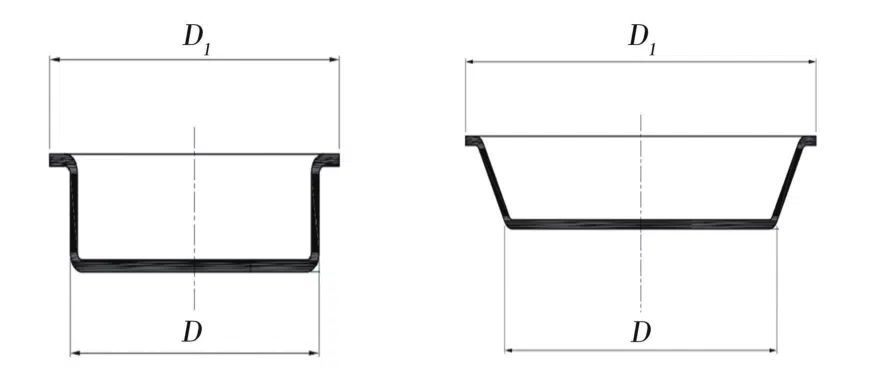
Cap-type spinnerets can be further divided into two structural forms: straight-wall caps and inclined-wall caps, as illustrated in the schematic. For straight-wall cap spinnerets, the outer diameter of the cap top (D) is typically less than 64 mm, while the outer diameter of the cap opening (D₁) is generally about 2–8 mm larger than D.
The size range of the slanted cap-shaped spinneret is larger. Its cap top outer diameter D is usually greater than or equal to 64 mm, while the cap opening outer diameter D₁ is generally about 14 to 17 mm larger than D.
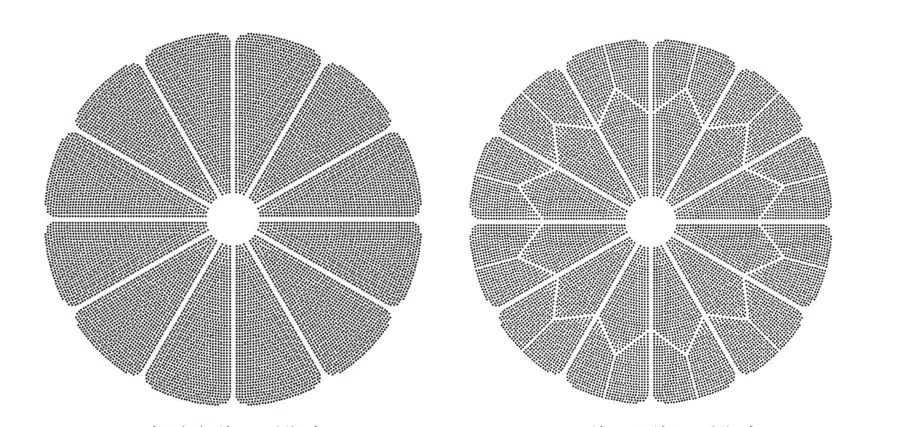
The micropores on the surface of a spinneret are not distributed randomly. Their arrangement directly affects how the spinning solution exits the holes and subsequently solidifies. At present, three main distribution patterns are commonly used in the industry: concentric-circle arrangement, segmented “orange-petal” arrangement, and segmented branching arrangement.
For modular spinneret assemblies, the concentric-circle pattern—often vividly referred to within the industry as a “starry-sky” layout—is the most widely used, because it ensures the most uniform spacing between individual holes. However, for large-diameter single spinnerets, engineers often avoid a fully dense distribution. If the center area becomes too compact, the exchange of the coagulation bath around the emerging filaments may be restricted, which can lead to quality issues. To address this, orange-petal or segmented layouts are typically adopted. These designs intentionally leave channels across the spinneret surface, allowing the coagulation liquid to penetrate into the center of the filament bundle more effectively.
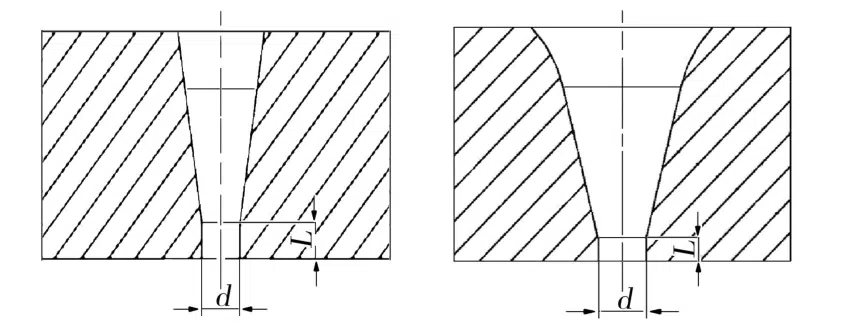
Compared with dry spinning or melt spinning, wet spinning imposes much stricter requirements on both the shape and size of spinneret holes. In current industrial practice, two main hole geometries are commonly used: conical and rounded-arc designs.
Regardless of the geometry, these holes generally consist of two functional sections. The first is the guide hole, which acts like a funnel that smoothly directs the viscous spinning solution into the channel. This is followed by a short cylindrical capillary section. Although this portion is very short, it plays a crucial role in stabilizing the extruded liquid stream and ensuring that the resulting fiber maintains a uniform cross-sectional shape.
In terms of dimensions, the hole diameter of wet spinning spinnerets is usually smaller than that of melt spinning plates, typically ranging from 0.05 to 0.12 mm. The length-to-diameter ratio (L/d) of the capillary channel depends on specific spinning conditions, such as the fiber type, the viscosity of the spinning solution, and the spinning speed. In most practical applications, this ratio generally falls within the range of 0.5 to 2.0.
Spinneret material and performance
The operating environment of wet spinning spinnerets is extremely demanding. The media in contact with the inner and outer surfaces are often very different, which makes material selection particularly critical. In practice, several key factors must be considered when choosing a suitable material.
The first is corrosion resistance. In viscose fiber spinning, for example, the inner side of the spinneret is in long-term contact with strongly alkaline viscose solution, while the outer side is exposed to a highly acidic coagulation bath. As a result, the spinneret material must possess both strong acid resistance and strong alkali resistance to maintain stability during operation.
The second requirement is sufficient strength and hardness. During operation, spinnerets are subjected to relatively high pressure and generally need to operate stably under conditions of around 0.8 MPa static pressure. In addition, spinnerets must be periodically removed for cleaning during production. For this reason, the material hardness is typically required to be no less than about 180 HV. This ensures that the spinneret can withstand mechanical impact and working pressure while maintaining structural stability and avoiding deformation during spinning.
Another important consideration is machinability. Because spinnerets have complex internal structures and extremely small hole diameters, the selected material must allow for precise micro-hole machining. Good machinability helps ensure that the hole size and dimensional accuracy meet the strict requirements of the spinning process.
Material cost is also an important factor. Provided that the required performance criteria are met, a lower material cost naturally provides an advantage in overall production economics.
At present, commonly used materials for wet spinning spinnerets include gold, platinum, rhodium, and tantalum. Each material has its own characteristics. Gold–platinum alloy spinnerets offer relatively high hardness, are less prone to scratching, and are easier to clean, but the material itself is extremely expensive. Tantalum spinnerets, by comparison, are much more cost-effective. Although tantalum also provides a certain level of acid and alkali resistance, its overall performance is slightly inferior to gold–platinum alloys. The material is relatively soft, which generally results in a shorter service life, and in terms of spinnability and spinning quality, tantalum spinnerets often perform somewhat less consistently than those made from gold–platinum alloys.
Gold–Platinum Alloy Spinnerets
In wet spinning processes, gold–platinum alloys have long been the traditional and most widely used materials for spinnerets. Depending on the composition ratio of gold to platinum, two main types of gold–platinum alloy spinnerets are commonly used in industry.
The first type has a gold-to-platinum mass ratio of 7:3. This material is relatively softer, with a hardness of around 230 HV. Its wear resistance is moderate, which means the service life of spinnerets made from this alloy is generally somewhat limited.
The second type has a gold-to-platinum mass ratio of 6:4. Spinnerets made from this alloy are typically subjected to special heat treatment, which increases the hardness to approximately 280 HV. With the improvement in both strength and hardness, the wear resistance is also enhanced, allowing the spinneret to achieve a longer service life under similar operating conditions.
Tantalum Spinnerets
In terms of acid and alkali resistance, tantalum spinnerets perform similarly to gold–platinum alloy spinnerets. However, their cost is usually only about 10–15% of that of gold–platinum spinnerets, which gives them a significant advantage in terms of cost control.
That said, tantalum spinnerets also have several notable limitations when compared with gold–platinum alloy spinnerets.
The first issue is lower hardness. Pure tantalum spinnerets typically have a hardness of about 100–120 HV, while gold–platinum alloy spinnerets usually fall within the range of 200–300 HV. As a result, during long-term operation, pure tantalum spinnerets are more prone to deformation, which generally leads to a shorter service life.
Another limitation is relatively poorer spinnability. During viscose fiber spinning, tantalum spinnerets tend to have a stronger adsorption effect on charged colloidal particles present in the spinning solution. This makes impurities more likely to adhere to the spinneret surface. In addition, tantalum materials often have relatively larger grain sizes and stronger adhesion characteristics. When the content of impurity elements such as niobium is higher, this tendency becomes even more pronounced.
Furthermore, the micro-holes of tantalum spinnerets are typically formed through a cold extrusion process. As a result, the surface finish of the capillary channels is generally not as smooth as that of gold–platinum alloy spinnerets. This difference in surface quality can increase the risk of hole blockage during operation.
Conclusion
The spinneret is not merely a component of wet spinning equipment; it is the core element determining the success of spinning. From macroscopic structural design to micron-level channel arrangement, and even the physical properties of the material itself, every detail directly impacts the stability of the production line and the final fiber quality. In actual production, there is no one-size-fits-all design; manufacturers must find the precise balance between structure and material selection based on specific process requirements and product positioning.
Currently, the production of high-quality fibers still relies heavily on gold-platinum alloys. Although expensive, this material provides strength, hardness, and extremely high chemical stability, guaranteeing a high yield rate. For production lines pursuing ultimate quality, the output benefits of gold-platinum alloys more than offset their high procurement costs.
Meanwhile, tantalum has gained a foothold in the market due to its cost advantage. It offers possibilities for production scenarios with limited budgets or slightly lower requirements. However, the fatigue of tantalum during long-term operation is also evident, especially in wear resistance and service life, where it still lags significantly behind precious metal alloys. This performance gap often leads to unplanned downtime or product downgrading.
As spinning technology advances towards higher precision and lower energy efficiency, the research focus on spinnerets is shifting. The core challenge remains clear: how to reduce manufacturing costs without sacrificing processing accuracy and performance. This is not simply a matter of changing materials; it involves breakthroughs in precision machining technologies. In the future, by optimizing material surface treatment processes or developing new composite materials. We may see a new generation of spinnerets that combine the durability of gold-platinum alloys with the cost advantages of tantalum.
{kind=link}